Welding Overlap Seam Auto Sheet Metal

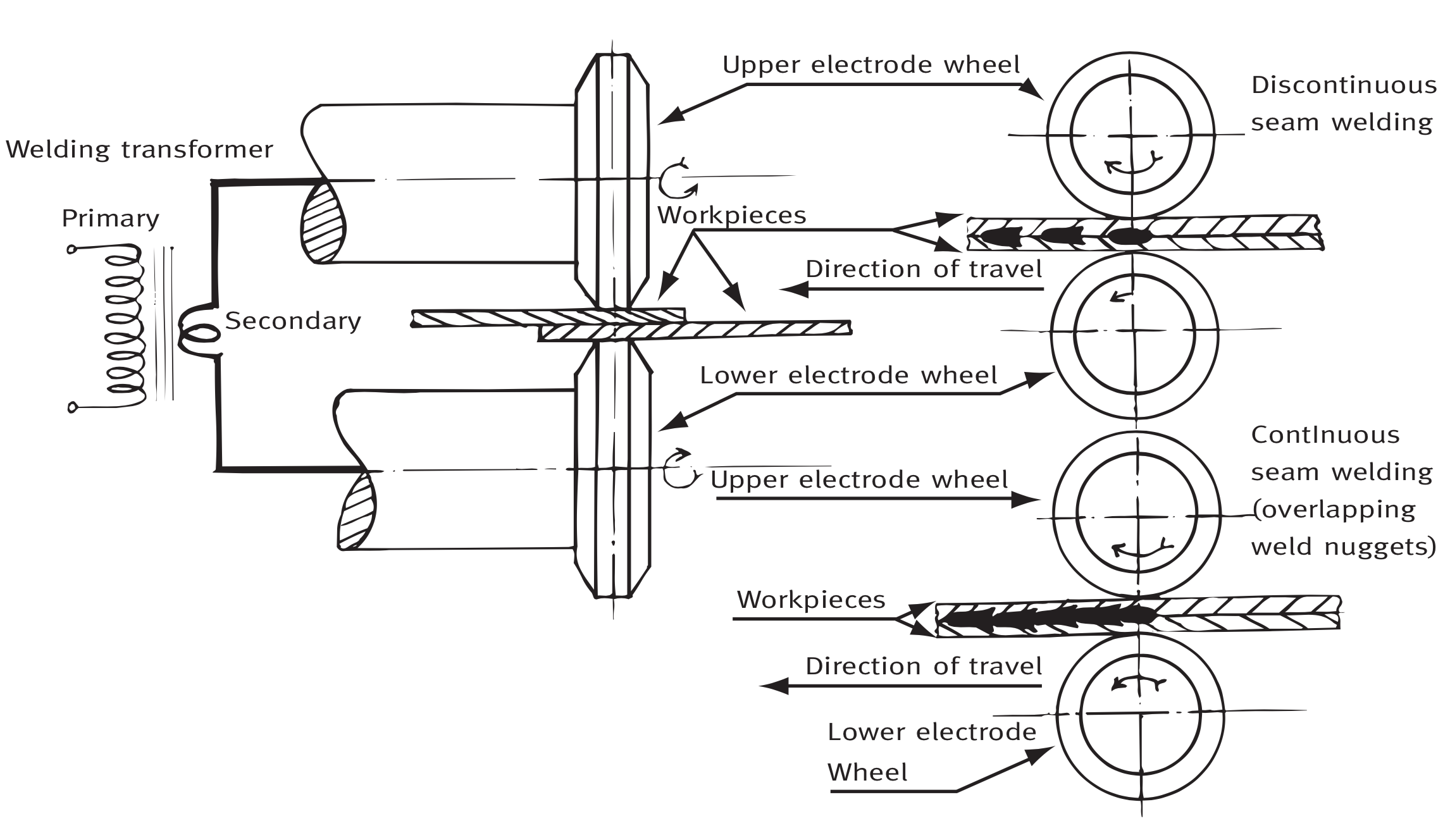
Spot Weld And Seam Weld Seam Welding Spot Welding Welding

Diagram Showing The Different Metal Roof Seam Options Standing Seam Metal Roof Standing Seam Roof Metal Roof

Ahss And Laser Welding Ahss Insights

Seam Welding Process Application Seam Welding Vs Spot Welding

General Motors Overlap Sectioning Joint
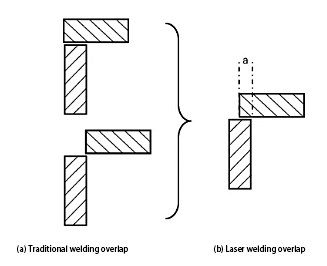
Application Of Sheet Metal Design In Laser Welded Box Structures Machinemfg

A seam is then made by cutting down the middle of the overlap with a west cut 4 inch cutoff wheel and peeling back the remaining strip of metal.
Welding overlap seam auto sheet metal.

Solved Problem With Sheet Metal Corners After Adding Corner Seam With Overlap Autodesk Community Inventor

Welding Art Welding In 2020 Welding Art Welding Projects Welding Table

Encyclopedia Upgrade Your Welding Supplies Knowledge

How To Weld Auto Body Sheet Metal Welding Picks

How To Achieve Perfect Welds On Sheet Metal Manual Perfect Panel Preptool From Eastwood Youtube

Bak Roofon Package Deal At Panther East Specifications Of Included Items Package Deal Roofing Tools Welding

118 Pool Sidewall Hot Wedge Welder System Miller Weldmaster Pool Pool Cover System

Teal Patina Ford Valve Cover Lamp Desk Metal Lighting Vintage Automotive Decor Car Part Furniture Valve Cover

Pin On Machine Tools
Https Dl Asminternational Org Handbooks Chapter Pdf 186629 A0001365 Pdf

Four Ways Of Preventing Rust In An Overlapping Weld Joint Wiley Metal

Welding Spark Curtain Welding Screens Metal Workshop Welding Shop
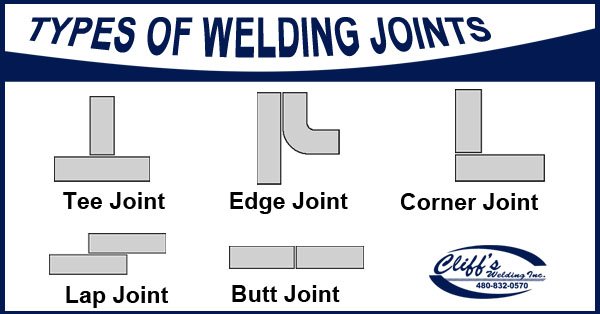
5 Types Of Welding Joints Cliff S Welding Mesa Az 480 832 0570

Flux Cored Arc Welding Fcaw Welding Technology Flux Cored Arc Welding Arc Welding Welding

Banner Welding And Finishing T300 Extreme Edge I Miller Weldmaster Banner Banners Signs It Is Finished

Hot Sale 800w Lesite Tarpaulin Welder Geomembrane Wedge Welding Machine Welding Machine Welding Welders

How To Mig Weld Thick Steel To Thin Steel Youtube

Other Processes Projection Welding Seam Welding Butt Welding Ppt Download
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrl2lnp 0g7kc6v03wfajwn9l7setqswbthxoald0yk2jdjy9wk Usqp Cau

Seam Welding An Overview Sciencedirect Topics

Spot Welding An Overview Sciencedirect Topics

Correlation Analysis Of The Variation Of Weld Seam And Tensile Strength In Laser Welding Of Galvanized Steel Sciencedirect
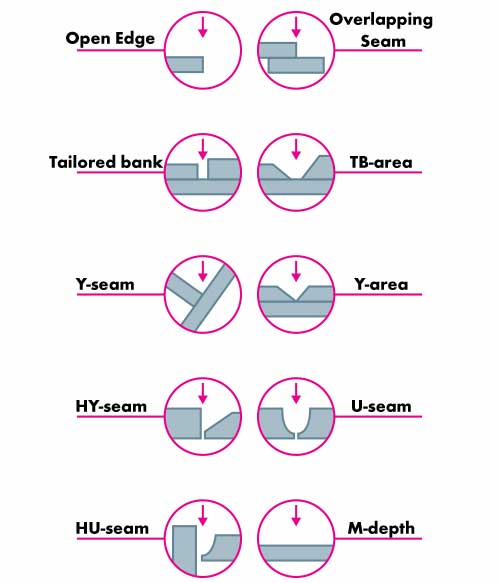
Optical Seam Tracking Guide Abicor Binzel
The Welding Of Stainless Steels Safe Food Factory
Source : pinterest.com
